
Создание интерьерных мини ваз инструментами ИИ
Концепция
Это серия из пяти небольших ваз для одного сухоцвета или декоративной веточки. Использование воды не предполагается: объекты рассчитаны на сухие композиции и служат аккуратным интерьерным акцентом для стола, подоконника, полки или тумбы.
Серия объединена общей логикой формы: одинаковые пропорции, мягкие скругления и повторяющийся элемент — горизонтальная канавка/пояс, который делает предметы узнаваемыми как единый набор. При этом каждая ваза построена на разной базовой геометрии (цилиндр, конус, овал, шестигранник, волна), чтобы показать вариативность при сохранении общего стиля.
Все модели изначально спроектированы под 3D-печать и реальное производство: устойчивое основание, достаточные толщины стенок, отсутствие сложных нависающих элементов и возможность печати цельным изделием без сборки. Также возможно использование любого цвета для создания акцента в интерьере, но для демонстрации выбран нейтральный белый.


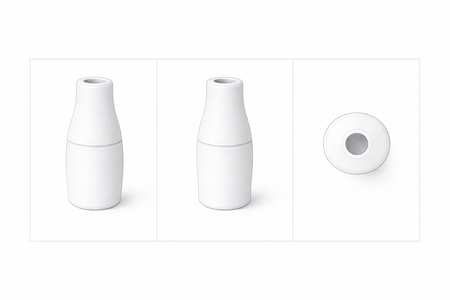
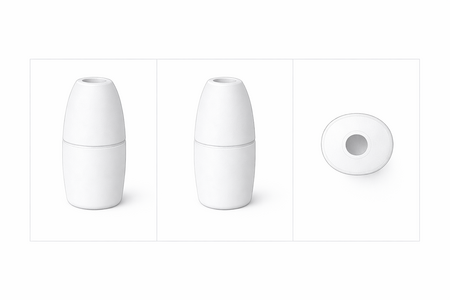
Эскизы
Мной были сгенерированы 2D концепты с нескольких ракурсов, для лучшего представления изделия.








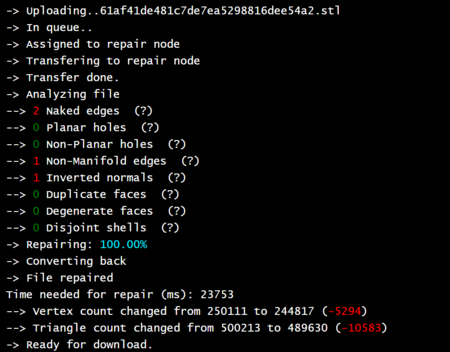
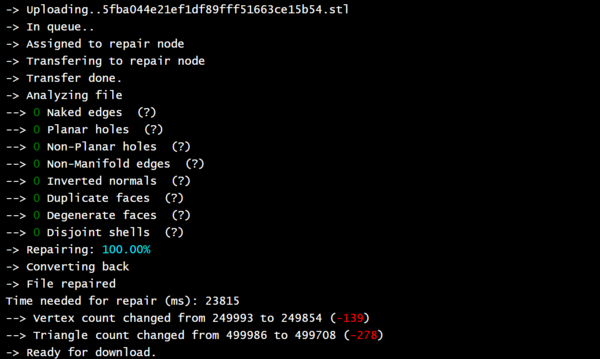
Модели


Все проблемы с геометрией были решены.
Все готовые модели рядом.
Промо материалы


ТЗ на производство + последовательность
Техническое задание
Назначение: мини-вазы для сухоцветов/веточек, вода не используется (герметичность не требуется).
Размеры (серия): высота каждой вазы 120 мм. Максимальная ширина корпуса 75–80 мм (по форме). Горлышко 20 мм. Декоративная канавка (пояс) одинаковая на всех моделях: 4 мм ширина / 1.5 мм глубина, расположена примерно на 1/3 высоты от низа. Толщина стенок для SLA: 2.0–2.5 мм.
Технология печати: фотополимерная печать SLA / DLP / LCD.
Материалы: фотополимерная смола ABS-like / Tough (предпочтительно). Цвет серый (удобно контролировать дефекты) или off-white (визуально ближе к «керамике»).
Параметры печати (рекомендуемые): высота слоя 0.03–0.05 мм. Печать полой модели (hollow) со стенкой 2.0–2.5 мм. Обязательные 2 дренажных отверстия 3–5 мм в нижней/невидимой зоне. Поддержки размещать снизу/в скрытых местах, не ставить на кромке горлышка и на видимой гладкой части корпуса.
Описание процесса 3D-печати (SLA) с инструментами и последовательностью
Инструменты: Слайсер: Lychee Slicer или CHITUBOX. Пост-обработка: IPA (изопропиловый спирт), ванна/шейкер для промывки (если есть), УФ-камера для дозасветки, кусачки/скальпель для поддержек, наждачка P600–P1000.
Последовательность:
Импорт STL в слайсер (Lychee/Chitubox) и проверка масштаба/ориентации.
Hollow (полость): включить hollow, задать толщину стенки 2.0–2.5 мм.
Drain holes: добавить 2 отверстия 3–5 мм снизу (в невидимой зоне), чтобы смола выходила при промывке и кьюринге.
Ориентация: повернуть модель так, чтобы видимая поверхность и край горлышка получали минимум поддержек (обычно легкий наклон + опора на менее видимую сторону).
Supports: сгенерировать Light/Medium поддержки и вручную убрать точки контакта с кромки горлышка и с «фасадной» гладкой части; оставить опоры снизу/сзади.
Настройки печати: выбрать слой 0.03–0.05 мм, стандартные экспозиции под конкретную смолу/принтер, проверить время печати.
Печать на SLA-принтере.
Промывка: сразу после печати промыть в IPA до исчезновения липкости (2 стадии промывки лучше: «грязная» + «чистая»).
Удаление поддержек: удалить поддержки до финального кьюринга, чтобы меньше кратеров и сколов.
Досушка/допродувка: убедиться, что из полости вышла смола через отверстия, изделие сухое.
Финишная дозасветка (curing): УФ-камера до набора прочности (время зависит от смолы).
Шлифовка: зачистить места контакта поддержек (P600→P1000) до гладкости; при необходимости — матовый лак/грунт (опционально).
Результат считается готовым, если нет деформаций, белых пятен от плохой промывки, трещин/сколов, а следы поддержек минимальны и не бросаются в глаза, кромка горлышка ровная.
Архив STL



