
Style Box
Описание концепции проекта
Каждое украшение — это память, история, эмоция. Наша миссия — дарить этим историям достойный, красивый и «живой» дом, создавая шкатулки, которые сами становятся частью семейной летописи и передаются по наследству.
Промо-изображения всей серии и отдельных объектов

Промо-изображение всей серии





Промо-изображения отдельных объектов
Изображения эскизов





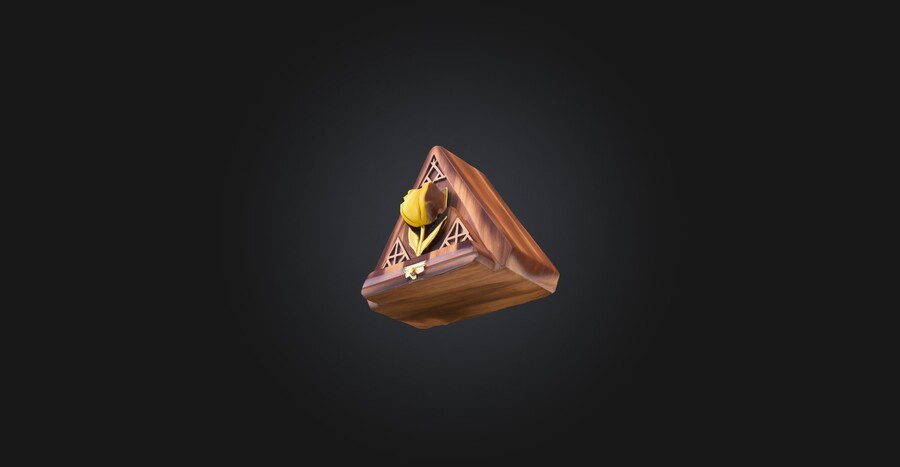
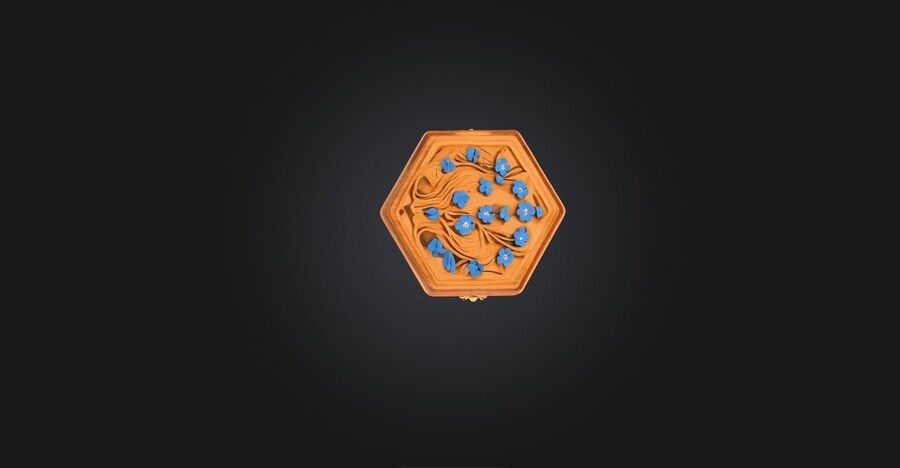
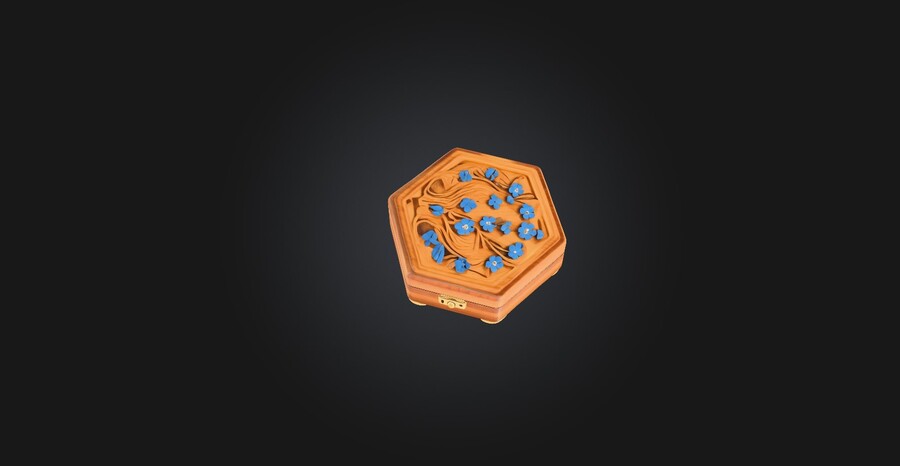
Изображения готовых моделей в программе



Изображения объекта № 1



Изображения объекта № 2


Изображения объекта № 3

Изображения объекта № 4



Изображения объекта № 5
Рекламный постер для серии объектов
Ссылка на облако с 3д-моделями в формате STL
Описание ТЗ на производство (размеры, технология печати, материалы)
Требования к материалам:
Основной материал: Массив дерева твердых пород.
- Приоритет 1: Орех американский или европейский. Цвет: от коричнево-серого до глубокого шоколадного. Ярко выраженная текстура.
- Приоритет 2: Дуб. Цвет: светлый натуральный или тонированный под «дымчатый дуб». Текстура с четкими порами.
- Приоритет 3: Ясень. Цвет: светлый, с контрастной волокнистой текстурой.
- Требование: Древесина должна быть камерной сушки (влажность 6-8%), без пороков (сучков, смоляных карманов, трещин) на лицевых поверхностях. Допускаются живые сучки на невидимых внутренних поверхностях, если это не влияет на прочность.
Внутренняя отделка:
- Материал: Искусственный бархат (полиэстер) или микрофибра на нетканой основе.
- Цвета: Классический бордовый, слоновая кость, антрацит (черный), шалфейный (зеленый).
- Наполнитель: Мягкий поролон высокой плотности (20-30 мм).
Фурнитура:
- Петли: Медные или латунные рояльные (пианинные) петли скрытого монтажа. Длина — по всей задней стенке шкатулки.
- Защелка/Замок: Магнитная защелка скрытого типа (неодимовый магнит + стальная пластина). Либо миниатюрный латунный шпингалет.
- Ножки: Войлочные или пробковые самоклеящиеся ножки диаметром 15-20 мм.
- Клей: Столярный клей (PVA для дерева, Titebond II/III), экологичный, нетоксичный.
Технология производства и ключевые требования:
Технология: Фрезерная обработка с ЧПУ (CNC) на 3-х или 5-ти осевом станке. Это основная технология для точного воспроизведения 3D-моделей, сложных фасок, пазов и соединений.
Основные этапы:
Раскрой заготовок: Изготовление плит/блоков нужной толщины согласно 3D-моделям.
ЧПУ-обработка: Выборка внутренней полости, формирование внешнего контура, фрезеровка декоративных элементов, пазов под петли и защелки.
Сборка корпуса: Соединение стенок, дна и внутренних перегородок на шип-паз или микрошип с обязательной проклейкой. Использование струбцин.
Изготовление крышки: Аналогичная ЧПУ-обработка. Создание фальца (ушка) для посадки на корпус.
Финишная ручная обработка: Снятие фасок, скругление острых граней вручную, тонкая шлифовка.
Покрытие:
- Шлифовка последовательно зерном P120 -> P180 -> P240.
- Пропитка маслом для дерева (льняное, тиковое, hardwax oil) в 2-3 слоя с промежуточной шлифовкой.
- Альтернатива: Матовый или сатиновый лак на водной основе (для повышенной стойкости).
Обивка: Раскрой и склейка бархата на поролоновой основе. Аккуратная оклейка внутренних полостей и перегородок без складок и пузырей.
Установка фурнитуры: Монтаж петель, магнитных защелок, ножек.
Габаритные размеры и допуски
Пример серии:
- Малая шкатулка: 150 (Д) x 100 (Ш) x 80 (В) мм. Внутреннее отделение: 2-3 секции для колец и серег.
- Средняя шкатулка: 250 (Д) x 150 (Ш) x 100 (В) мм. Внутреннее отделение: секция для колец, отсек для цепочек, подъемная подставка для серег.
- Большая шкатулка (сундук): 350 (Д) x 200 (Ш) x 150 (В) мм. Внутреннее отделение: несколько выдвижных ящиков, отделения для брошей, браслетов.
Критические допуски:
- Зазор между крышкой и корпусом: 0.3 — 0.5 мм по всему периметру.
- Толщина стенок корпуса после обработки: не менее 6 мм.
- Отклонение от перпендикулярности стенок: не более 0.2 мм на 100 мм высоты.
- Соосность петель: обязательна для плавного хода крышки.
Описание процесса с указанием инструментов и последовательности
Первоначальный этап работы над проектом заключался в формировании концепции бренда. Для генерации базовых идей было применено интеллектуальное моделирование с использованием нейросетевого сервиса DeepSeek, который предоставил варианты нейминга и общую креативную стратегию.
На следующем этапе, с помощью платформы искусственного интеллекта Leonardo.AI, были созданы первичные графические эскизы шкатулок. В процессе отбора пришлось столкнуться с проблемой стилистической неконсистентности: значительная часть сгенерированных вариантов была отклонена из-за отсутствия единства визуального языка. Для решения этой задачи авторским решением стало создание единого промо-изображения, объединяющего селектированные эскизы, с применением оригинального шрифтового решения.
Далее, в рамках подготовки маркетинговых материалов, в Leonardo.AI были сгенерированы индивидуальные промо-изображения для каждой модели. Данная задача оказалась сопряжена с технической сложностью поддержания единой концепции между изображениями, однако в итоге требуемый результат был достигнут.
Ключевой этап цифрового прототипирования заключался в создании трёхмерных моделей. Используя сервис Meshy.AI, были сгенерированы 3D-модели шкатулок на основе утверждённых 2D-эскизов, после чего на эти модели в том же сервисе были наложены соответствующие текстуры.
Для финальной визуальной коммуникации бренда в Leonardo.AI был разработан постер, концептуально объединяющий флористические элементы, использованные в качестве референсов при генерации шкатулок.
Полученные 3D-модели были проверены и оптимизированы: ошибки сетки и геометрии были исправлены с помощью специализированного онлайн-инструмента Free STL Online Repair Tool. Отредактированные файлы моделей были загружены в облачное хранилище Google Диск для дальнейшего использования.
Технико-технологическая часть проекта, касающаяся непосредственно производства деревянных шкатулок, была проработана на основе анализа информации, предоставленной нейросетью DeepSeek. Данные были структурированы путём выделения ключевых тезисов, их тематической кластеризации и последующего лаконичного включения в соответствующие разделы проекта.



