
Создание коллекции сумок в стиле FrutigerAero с помощью ИИ
Концепция
Frutiger Aero — эстетика, которая была распространена примерно с 2004 по 2013 год. Для неe характерно использование скевоморфизма, глянцевых текстур, природы и мыльных пузырей. Меня всегда привлекала эстетика Frutiger Aero, в этой эстетике словно проще думается и дышится. Этот стиль часто мне напоминает о моем детстве, о походах в Сбербанк, который в моих воспоминаниях выглядел как эталон Frutiger Aero, о прозрачных банках с мылом, где на другой стороне были нарисованы дельфины и рифовые рыбки, напоминает сразу старые телефоны родителей, на которых всегда звучала приятная, спокойная «морская» мелодия. Поэтому я решила перевести свои детские воспоминания на какой-то предмет. Первое что пришло в голову — аксессуары, а конкретнее сумки, их проще деформировать и стилизовать.

Взято из открытых источников.
Референс

Рефборд.
Генерация 2D эскизов
Первое, что я сделала, это спросила у DeepSeek какой лучше всего промт написать, чтобы в кратчайшие сроки добиться нужного результата. Второе, это проанализировала текст, написанный DeepSeek и написала свой промт в ideogram.ai.
Я сгенерировала 5 концептов будущих 3D сумок, главное, чтобы на концепте были видны каждые детали и передавалась нужная эстетика.



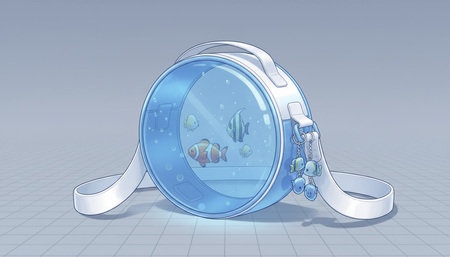
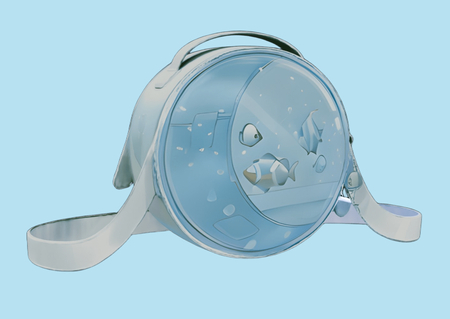
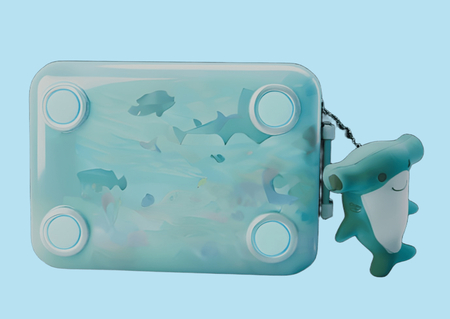
Генерация 3D моделей
После получения эскизов в ideogram.ai, я их загружала на сайт hyper3d.ai, обрабатывала их там до нужного результата, а после — рендерила итоговые результаты в Blender.








Рекламные постеры
Используя 2D эскизы я создала серию промо постеров в программе Figma




ТЗ для производства
1. Технология печати Тип: Фотополимерная печать (SLA / DLP / LCD). — Изделие имеет сложную геометрию с плавными радиусами, тонкими элементами (ремешки, декоративные детали, кнопки) и требует высокой детализации поверхности без выраженных слоёв.
2. Материал Тип сырья: Фотополимерная смола. Тип смолы: ABS-like (усиленная, ударопрочная). — Изделие визуально имитирует пластиковый корпус с ремнём, предполагается повышенная механическая прочность мелких элементов (крепления ремня, выступающие части). Цвет: Белый или светло-серый. Оптимален для контроля качества поверхности и служит базой под последующую покраску.
3. Параметры изделия Толщина слоя: 0.03–0.05 мм (30–50 микрон) — приоритет на гладкость поверхности и отсутствие видимых «ступенек». Заполнение: 100% (сплошная модель) для мелких деталей и ремней. Опционально: Основной корпус допускается выполнять полым при условии: Толщина стенки: не менее 2.0–2.5 мм Обязательные дренажные отверстия снизу или на невидимых внутренних плоскостях. Масштаб: Печать строго в масштабе 1:1 относительно предоставленной 3D-модели (без автоматической оптимизации толщин со стороны производства).
4. Поддержка Размещение: на нижней части корпуса, на внутренней стороне ремешков, в скрытых или невидимых зонах. Запрещённые зоны: Лицевая и боковые видовые поверхности корпуса. Декоративные элементы, рисунки, гладкие панели. Тип поддержек: Минимальный диаметр точки контакта для облегчения удаления и минимизации следов.
5. Пост-обработка Промывка: Двойная промывка в изопропиловом спирте (IPA) до полного удаления незастывшей смолы. Поверхность не должна быть липкой или мутной. Удаление поддержек: Производить до финальной УФ-засветки. Запрещается грубое механическое отламывание, способное повредить геометрию. Шлифовка: Локальная зачистка мест крепления поддержек мелкозернистым абразивом. Гладкость поверхности — без тактильно ощущаемых дефектов. Дозасветка: Финальная УФ-полимеризация согласно рекомендациям производителя смолы до достижения полной прочности.
6. Контроль качества Готовое изделие считается принятым, если выполняются следующие условия: Геометрия полностью соответствует 3D-модели (отсутствуют деформации, усадка, перекосы). Все тонкие элементы (ремни, крепления, кнопки) напечатаны без разрывов и трещин. Отсутствуют: белёсые пятна, расслоения, микротрещины



