
Серия ваз «Натяжение»
Концепция проекта
Серия ваз «Натяжение» построена на контрасте материала и визуального ощущения формы. В основе проекта — жесткая, монолитная природа 3D-печати, обычно ассоциирующаяся с точностью и твердостью.
Работая с этим материалом, в проекте было важно получить противоположное ощущение — визуальную мягкость, сжатие и напряжение. Силуэты ваз выглядят так, словно мягкий объем был стянут резинками. Форма кажется подвижной и пластичной, несмотря на свою монолитность.
Проект исследует, как с помощью формы можно изменить восприятие материала и создать ощущение мягких форм и натяжения, не разрушая его физическую жесткость.
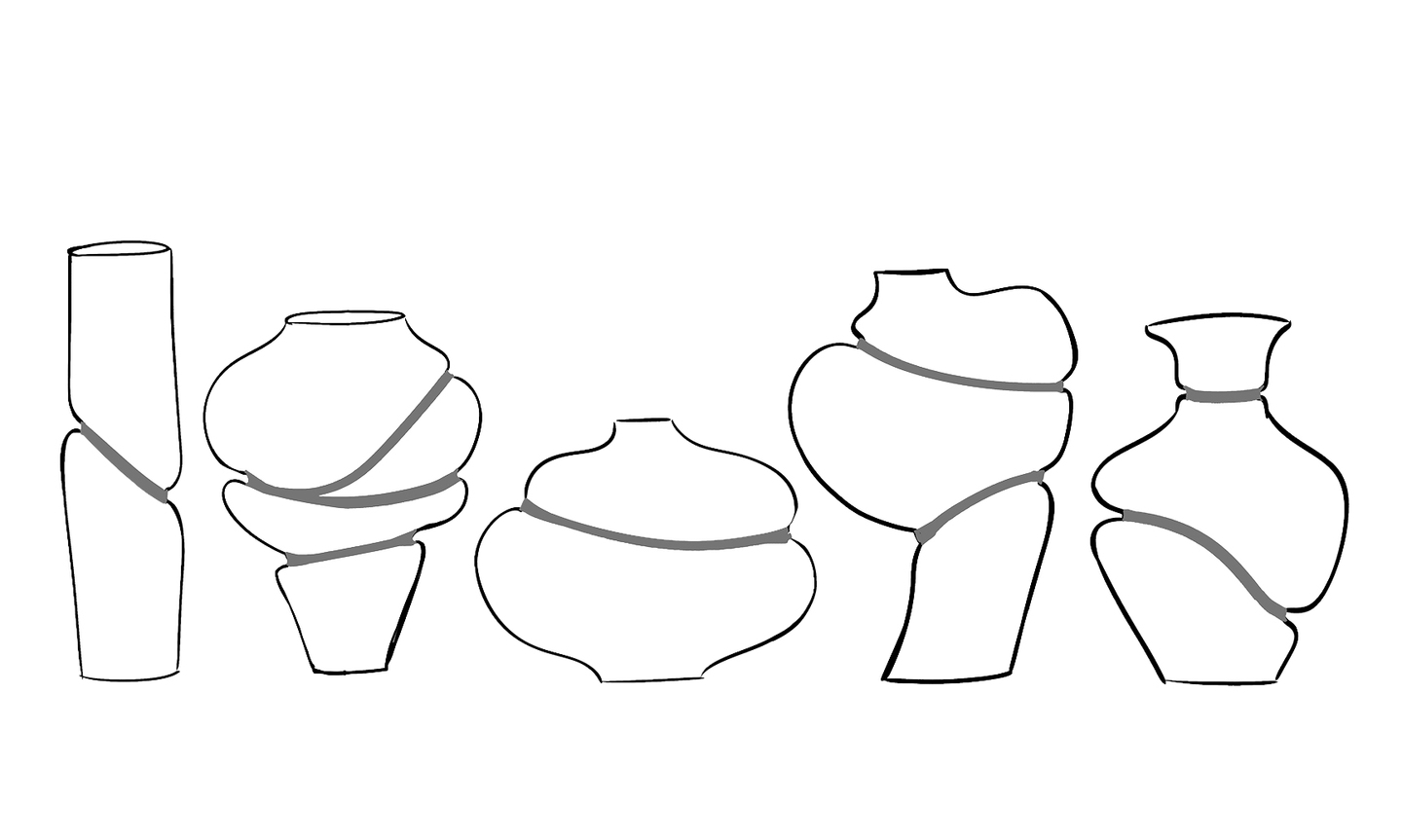
Эскизы





Промо-изображения объектов
Промо-изображение серии объектов
Техническое задание
1. Назначение изделия
Декоративные интерьерные вазы малой и средней формы. Объекты предназначены для: •декоративного размещения цветов и сухоцветов. • демонстрации как самостоятельные арт-объекты • экспозиции в интерьерной и галерейной среде
Форма каждой вазы построена на идее сжатия, натяжения и внутреннего давления, зафиксированного в объёме. Изделия ориентированы на визуальное и тактильное восприятие и не предполагают интенсивную утилитарную эксплуатацию.
2. Технология изготовления
Основная технология: Высокоточная фотополимерная 3D-печать (SLA / MSLA), обеспечивающая плавные переходы формы, мягкие деформации и чистую поверхность без выраженной слоистости.
Допустимая альтернатива: SLS (нейлон) — при необходимости повышенной механической прочности, с обязательной последующей шлифовкой и финишной обработкой.
Рекомендованные параметры печати: • Высота слоя: 0.03–0.05 мм • Ориентация: • преимущественно вертикальная или диагональная • с учётом минимизации поддержек в зонах «натяжения» • Поддержки: • минимальные • с мелкими точками контакта • размещённые в наименее заметных участках (нижняя часть, тыльные зоны)
3. Материал
Рекомендованный материал: Инженерный фотополимер с повышенной прочностью и стабильностью формы (ABS-like / Tough / Durable Resin).
Требования к материалу: • устойчивость к микротрещинам в зонах тонкого «перетяжения» • достаточная прочность при умеренной толщине стенок • стабильность геометрии после дозасветки • возможность последующей шлифовки и финишной обработки
4. Габариты и масштабирование
Серия предполагает вариативность размеров при сохранении формы.
Рекомендуемый диапазон: • Высота изделий: 120–280 мм • Максимальный диаметр: 100–220 мм
Минимальные толщины стенок: • Основные стенки: не менее 3.0–3.5 мм • Зоны сжатия / перехвата: не менее 3.5–4.0 мм • Кромка горловины: не менее 3.0 мм
5. Горловина и внутренний объём • Все вазы имеют функциональный внутренний объём • Горловина должна быть: • чётко читаемой • с аккуратной толщиной стенки • без острых внутренних кромок
Рекомендации: • минимальный внутренний диаметр горловины: 25–40 мм • обязательное скругление или фаска (0.5–1.0 мм) • внутренняя поверхность без грубых артефактов печати

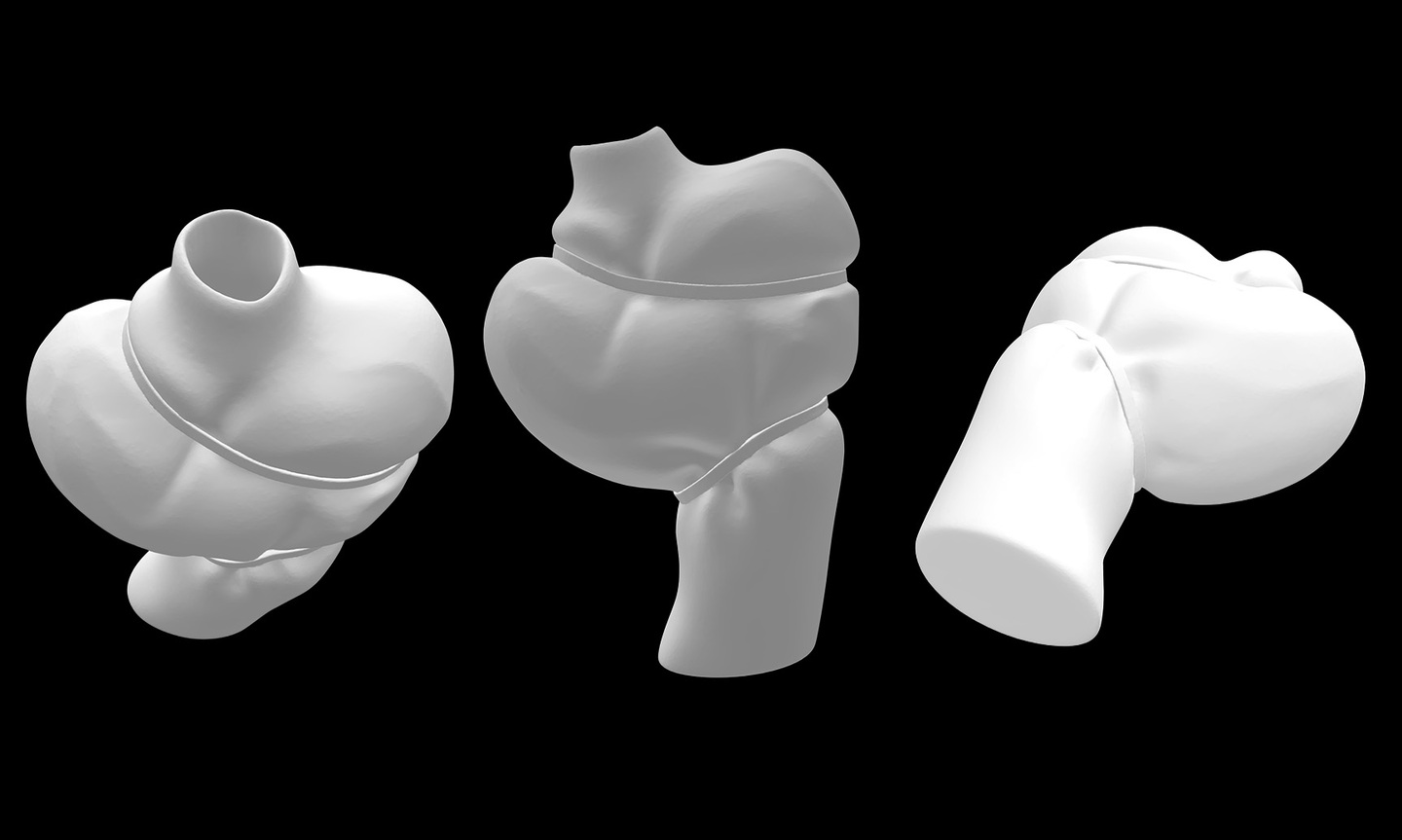

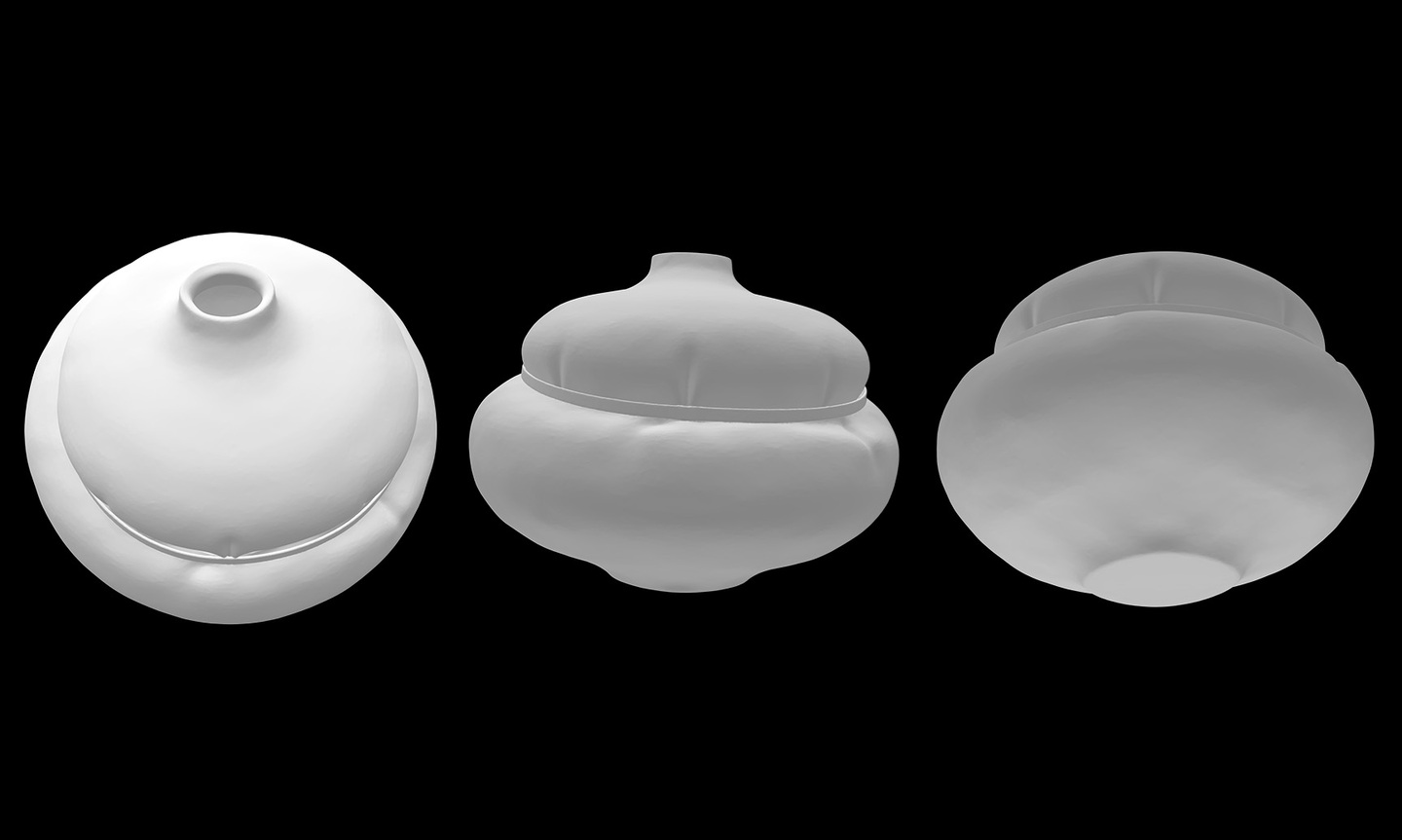
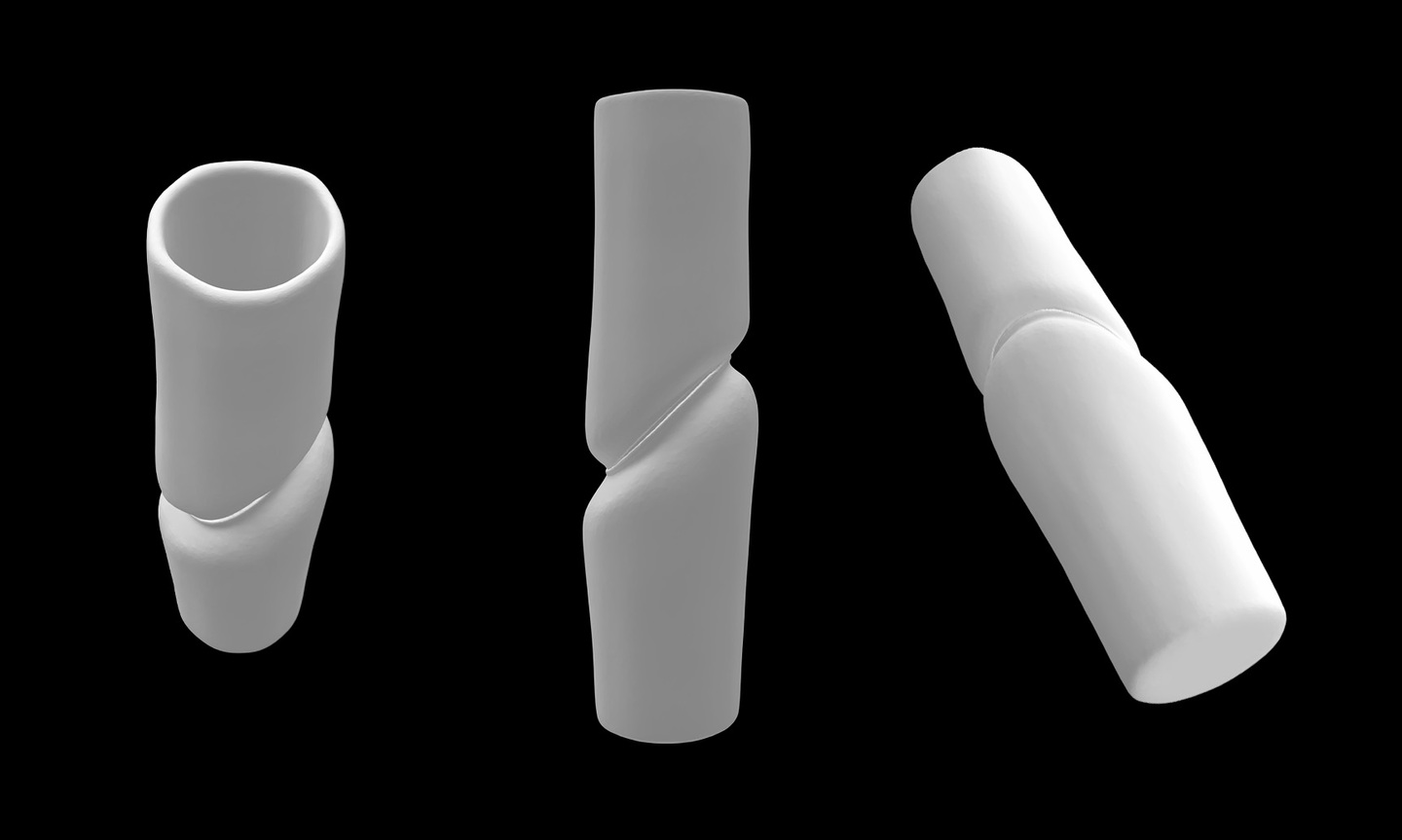
Готовые 3D модели объектов
6. Требования к поверхности и качеству
Внешняя поверхность: • непрерывная и плавная • без резких ступеней слоёв • без визуальных дефектов в зонах «натяжения» формы • тактильно однородная
Внутренняя поверхность: • допускается менее высокая степень чистоты • без острых наплывов и дефектов
Допуски: • Габариты: ±0.3 мм • Толщина стенки: ±0.3 мм • Горловина: ±0.2 мм
7. Постобработка (обязательная)
- Двухэтапная промывка (IPA или аналог)
- Удаление поддержек до финальной дозасветки
- УФ-дозасветка по регламенту материала
- Локальная шлифовка: • зоны контакта поддержек • нижняя часть основания
- Общая финишная доводка (P600–P1000)
Опционально: • тонкий слой грунта • выравнивающая финишная обработка для унификации поверхности
8. Цвет и финиш
Базовые цветовые решения серии: • тёплый белый • молочный • светлый айвори
Финиш поверхности: • матовый / сатиновый • промежуточное состояние между матовой и слегка отражающей поверхностью • без резкого блеска, с мягким, спокойным отражением света
Рекламное изображение серии объектов
Этапы работы над проектом
Работа над серией ваз начинается с формирования идеи и общей концепции. На этом этапе определяется характер формы, её состояние и визуальное настроение.
Далее выполняется ручная эскизная проработка. Эскизы создаются от руки и фиксируют ключевые пропорции, силуэт, точки «натяжения» и общее пластическое решение объекта.
После этого эскизы и текстовое описание желаемого результата передаются в ChatGPT, где формируется точный и структурированный prompt для генеративной модели NanoBanana. Prompt учитывает форму, композицию, ограничения и художественную задачу.
Сформированный prompt вместе с ручными эскизами загружается в NanoBanana, где создаётся первое визуальное изображение объекта. На этом этапе происходит перевод идеи и эскиза в фотореалистичное изображение.
Далее в NanoBanana отдельно создаются промо-изображения серии — с выверенным светом, композицией и подачей, ориентированной на презентацию проекта.
Для повышения детализации и качества финальных изображений используется Upscaler 16K Image Upscaler II, позволяющий увеличить разрешение без потери визуальной чистоты и формы.
После этого с помощью NanoBanana и ChatGPT подготавливаются изображения, оптимизированные для корректного восприятия нейросетью Meshi.ai. Эти изображения загружаются в Meshi.ai, где на их основе генерируются базовые 3D-модели объектов.
Полученные 3D-модели проходят этап сборки и доработки геометрии в Blender. На этом этапе выполняется очистка сетки, проверка целостности модели, корректировка толщин стенок и приведение геометрии к печатоспособному состоянию.
Финальная подготовка к 3D-печати осуществляется в Anycubic Photon Workshop. Здесь задаётся масштаб модели, выбирается ориентация для печати, настраиваются поддержки и параметры печати в соответствии с выбранным материалом и оборудованием.



