Серия 3д-объектов инструментами ИИ
Концепция
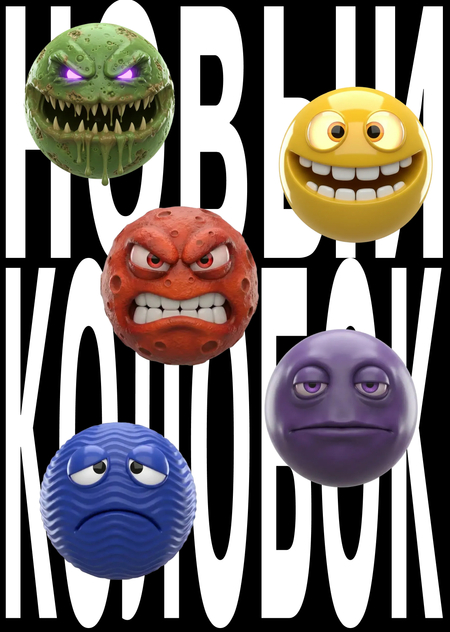
Серия представляет собой несколько декоративных фигурок. Вдохновением к ее созданию послужила традиционный образ из сказки, колобок. Развивая вариативность представления разных эмоций, серия, вдохновленная классическим мотивом, позволяет по-новому взглянуть на привычного персонажа.
Серия объединена формой и положением персонажа, при этом имитирует различные материалы, которые подчеркивают его эмоции.
Серия объектов
Перед началом создания визуализаций я обратился к ChatGPT, чтобы сформулировать точный текстовый промт, а затем использовал его в нейросети Nano Banano для генерации фигурок.
После каждого этапа генерации я анализировал результаты и при необходимости уточнял промт, чтобы сохранить единый стиль, пропорции и уровень детализации всех фигур.


Создание 3D
Промо материал
Техническое задание на производство
Общая характеристика ТЗ
Техническое задание предназначено для прототипирования и малосерийного производства декоративных фигурок «колобков» в стиле арт-той. Серия включает несколько персонажей с различными эмоциями и цветовыми вариациями (например, зелёный токсичный, весёлый жёлтый пластиковый, злой красный и другие оттенки одной палитры). Фигурки проектируются как коллекционные сувениры: ориентировочная высота 100–140 мм, диаметр 70–100 мм, толщина стенок 2,5–3 мм (полая конструкция для экономии материала и снижения веса). Материалы: фотополимерная смола (ABS-like / Tough Resin) для печати, акриловые краски и глянцевый PU-лак для финишного покрытия с эффектом «игрушечного пластика» или «слизистой поверхности» в зависимости от героя. Технология: SLA 3D‑печать с ручной постобработкой и окраской, имитирующей глянцевую глазурь или яркий пластик.
Материалы и допуски
Основной материал: Tough / ABS-like Resin нейтрального серого цвета, обеспечивающий высокую детализацию рельефа (глаза, рот, фактура поверхности, потёки) и устойчивость к деформации. Покрытия: акриловый грунт (спрей), акриловая краска (аэрограф + кисть для деталей) и глянцевый полиуретановый лак в 2–3 слоя для получения однородного блеска по всей поверхности. Рекомендуемые допуски: ±0,3 мм по габаритам сферы и базового объёма; ±0,1 мм по мелкому рельефу (зубы, капли «слизи», выемки глаз и бровей). Для устойчивости фигурки могут иметь слегка сплющенное основание или интегрированную площадку диаметром 35–45 мм.
Производственный процесс
Подготовка к печати
Инструменты: Lychee Slicer, Chitubox или аналогичный слайсер для SLA‑печати. Последовательность:Ориентация модели под углом 30–45° относительно платформы для минимизации плоских зон и следов от слоёв на лице персонажа.
Расстановка поддержек с приоритетом внутренних зон (внутри рта, под выступами) и минимизацией контакта на видимых участках.
Настройки: высота слоя 0,05 мм, hollow 2,5–3 мм, при необходимости частичный infill в нижней части для устойчивости.
Печать
Оборудование: столбиковый SLA‑принтер формата Anycubic Photon / Elegoo Mars / Formlabs Form 3 или аналог с разрешением по XY не хуже 50 мкм. Параметры: слой 0,05 мм, время печати одного комплекта 6–10 часов в зависимости от высоты и количества фигур на платформе; температура смолы ~25 °C. Возможна параллельная печать нескольких персонажей серии при сохранении общих настроек. Постобработка и шлифовка
Инструменты: IPA 95–99%, УФ‑камера/лампа 405 нм, кусачки/скальпель для удаления поддержек, наждачная бумага P400–P2000, при необходимости мини-дремель. Последовательность:Двухэтапная промывка в IPA (3–5 минут × 2) и финальное УФ‑отверждение 15–25 минут.
Аккуратное удаление поддержек, шлифовка мест контакта и швов (P600 → P1000 → P2000 для глянцевых поверхностей), проверка сохранения мелких деталей лица и фактуры.
Покраска и финиш
Инструменты: аэрограф (0,2–0,3 мм сопло), кисти № 00–2 для мелких деталей, акриловый грунт‑спрей, глянцевый PU‑лак. Последовательность:Двухслойное грунтование с промежуточной сушкой 20–30 минут.
Нанесение базового цвета тела (для каждого персонажа свой оттенок, но в общей цветовой системе бренда) аэрографом до равномерного покрытия.
Прорисовка рта, зубов, глаз, бровей и дополнительных элементов (пятна, потёки, ореолы вокруг глаз) кистью.
Нанесение 2–3 слоёв глянцевого лака с промежуточной сушкой 40–60 минут для получения устойчивого блестящего покрытия.
Контроль качества
Чек‑лист для всей серии «колобков»:Геометрия: соответствие целевым размерам сферы и базового основания с допуском до ±0,5 мм.
Поверхность: отсутствие заметных следов от поддержек и матовых зон; равномерный глянец по всему корпусу, особенно на лице персонажа. Цвета: соответствие утверждённой палитре (по Pantone или внутреннему гайдлайну проекта) для каждой вариации, повторяемость оттенка в тиражах.



