
Captured Metal Forms
AI assisted object design and SLA fabrication
1 — Концепция
Коллекция Captured Metal Forms вдохновлена текучими природными процессами — плавлением металла, органическими изгибами минералов и мягкими бионическими формами.
Серия исследует взаимодействие цифровой генерации и физического производства: формы создаются с помощью нейросети, переводятся в трёхмерную геометрию и адаптируются под технологию SLA-печати как способ материальной фиксации алгоритмического жеста.
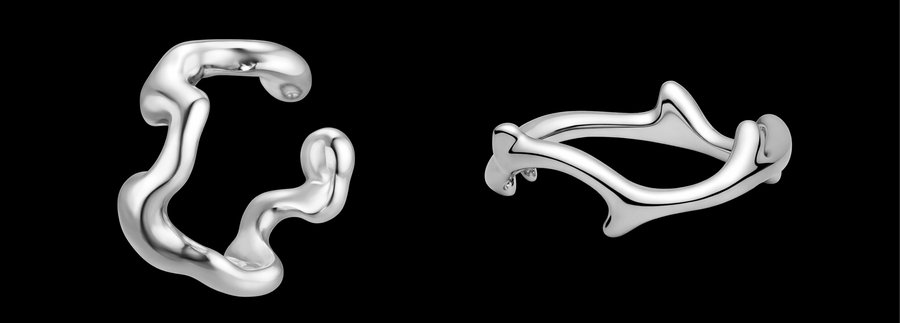
Каждое изделие передаёт эстетику «жидкого металла» — текучую, живую и непредсказуемую. Гладкие скульптурные поверхности и зеркальный блеск создают ощущение движения и игры света, превращая кольца в небольшие техно-артефакты, существующие на границе между цифровым алгоритмом и материальным объектом.
2 — Процесс создания
Сформулировав концепцию и визуальный стиль серии органических объектов, я создал набор колец, используя генеративные инструменты искусственного интеллекта. На основе референсов жидкого металла и текучих бионических форм я подготовил мудборд и сделал серию промптов для генерации базовых эскизов.

Ring designs generated in ChatGPT using written prompts.
Для демонстрации объектов со всех сторон я сгенерировал визуализации колец в ChatGPT, используя набор ракурсов (front view, side view, three-quarter view, top view, perspective). Полученные изображения я далее доработал в Photoshop: подчистил отражения и привёл серию к единому стилю на белом фоне.

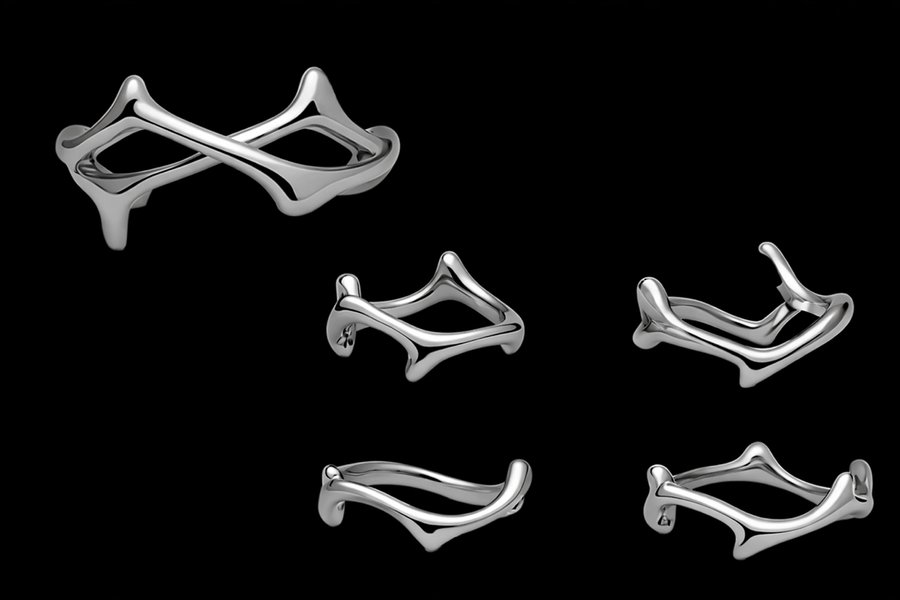

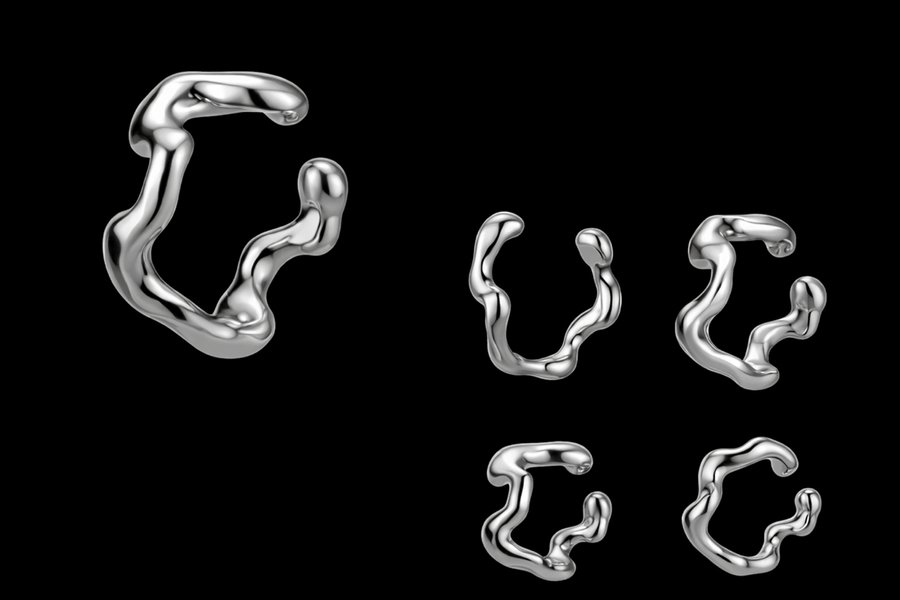
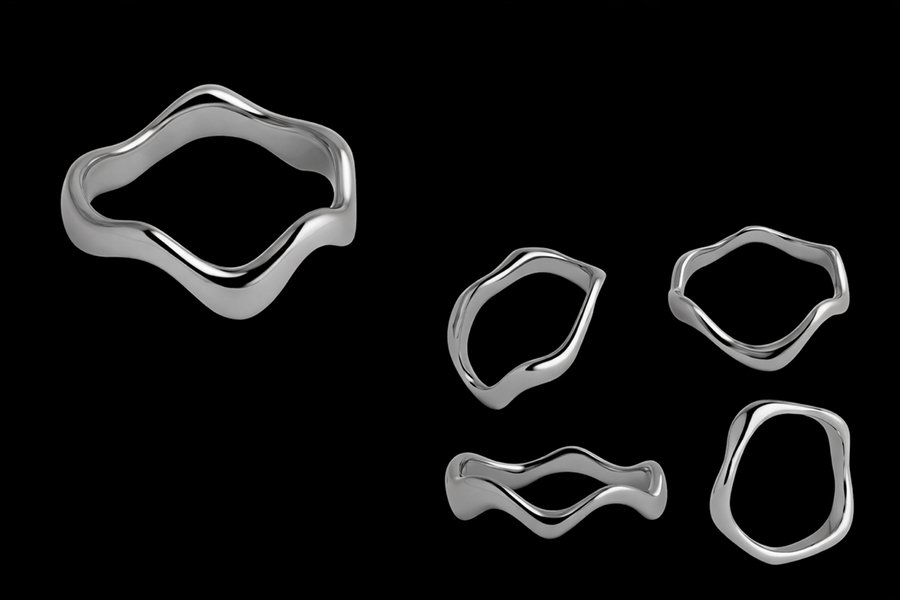
All sketches in this series were produced in ChatGPT using written prompts only.
3д модели были сделаны через нейросеть Tripo
В облачном хранилище с 3D-моделями также размещены скриншоты предпечатной проверки, выполненной в программе Blender с использованием аддона 3D Print Toolbox.
Скриншоты подтверждают: замкнутость геометрии отсутствие самопересечений корректную топологию моделей пригодность объектов для SLA-печати
3 — Техническое задание на производство
1. Технология печати
SLA 3D-печать (стереолитография)
Параметры печати: высота слоя — 0,025–0,05 мм точность изготовления — ±0,1 мм режим высокой детализации для передачи органических форм
Технология SLA выбрана для обеспечения высокой точности, гладкости поверхности и возможности последующей полировки.
2. Материал
UV-отверждаемая фотополимерная смола
Требования к материалу: прозрачная или цветная смола высокая прочность после отверждения устойчивость к микротрещинам возможность шлифовки и полировки стабильность формы после УФ-отверждения
3. Параметры изделий
Печать строго по предоставленным STL-файлам без изменения геометрии Модели должны быть проверены на: — замкнутую геометрию — отсутствие самопересечений — корректное масштабирование (внутренний диаметр) Минимальная толщина элементов — не менее 2,5 мм
4. Поддержки
Поддержки не должны затрагивать внешние декоративные поверхности Размещение поддержек только на скрытых или внутренних участках Минимально возможная толщина поддержек Аккуратное удаление без сколов и повреждений
5. Пост-обработка
УФ-отверждение согласно регламенту производителя смолы Шлифовка поверхности: — 600 → 1200 → 2000 grit Финальная ручная полировка до глянцевого или прозрачного состояния Внутренняя поверхность должна быть гладкой Острые края не допускаются
6. Контроль качества
Проверка размеров и внутреннего диаметра Отсутствие пузырей, трещин и расслоений Отсутствие видимых слоёв после полировки Равномерность цвета и поверхности


