BRUTAL SCALE: архитектура в масштабе тела
BRUTAL SCALE — серия монолитных ювелирных украшений, вдохновлённых брутализмом в архитектуре 1950–70-х годов.
Проект переводит язык массивных бетонных форм, жёсткой геометрии и конструктива в ювелирный масштаб, сохраняя ощущение веса, ритма и структуры.

мудборд
Объект 1. Кулон
Процесс создания на примере первого объекта:
- Составление промпта для создания изображения в Chat GPT
Запрос (prompt) для AI: «A monolithic jewelry pendant inspired by the Midrand Water Tower, Brutalist architecture style, solid form, minimalistic design, heavy geometric shapes, clear straight planes, deep recessed details like windows, realistic metallic material (silver), soft studio lighting, neutral gray background, close-up, 3D render, wearable scale, sharp shadows highlighting geometry, modern minimalist jewelry aesthetic.»
- Генерация изображений в Leonardo.AI

эскиз
- Генерация ракурсов в Recraft AI / Chat GPT
эскизы
- Создание модели с текстурой в 3d.hunyuan.tencent.com

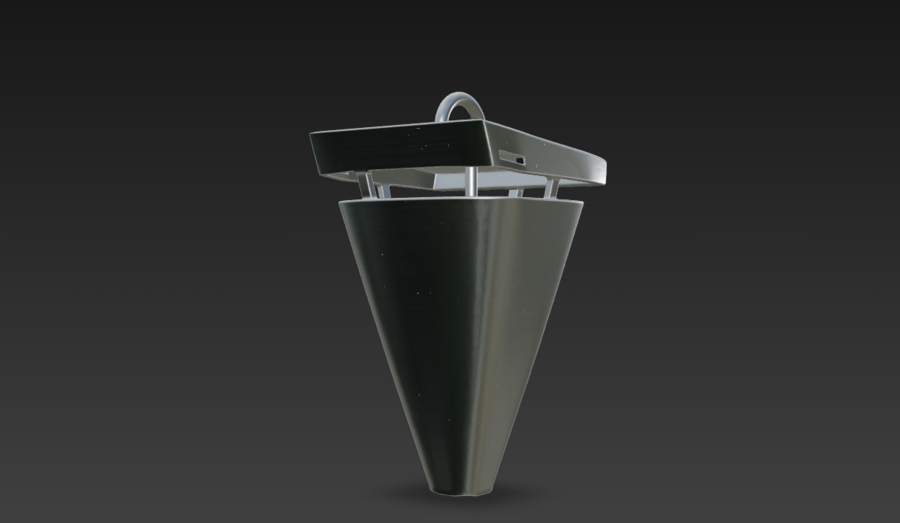
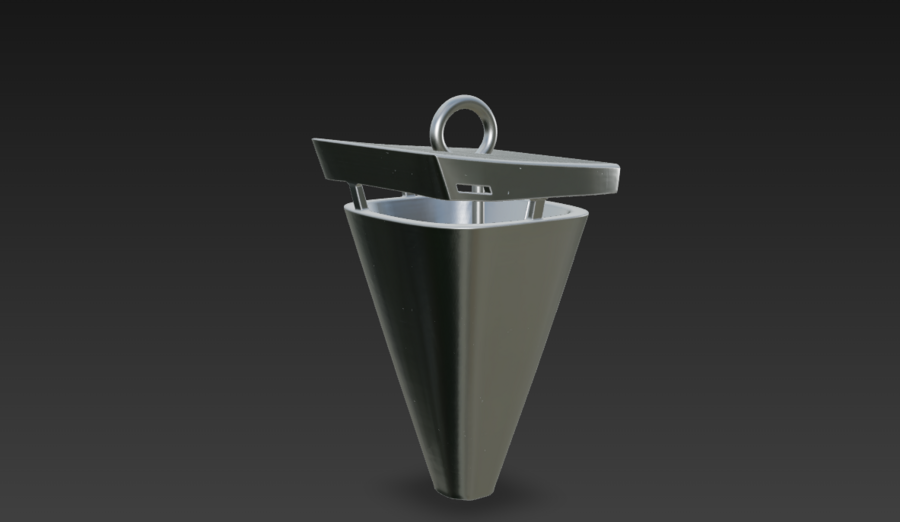

модель
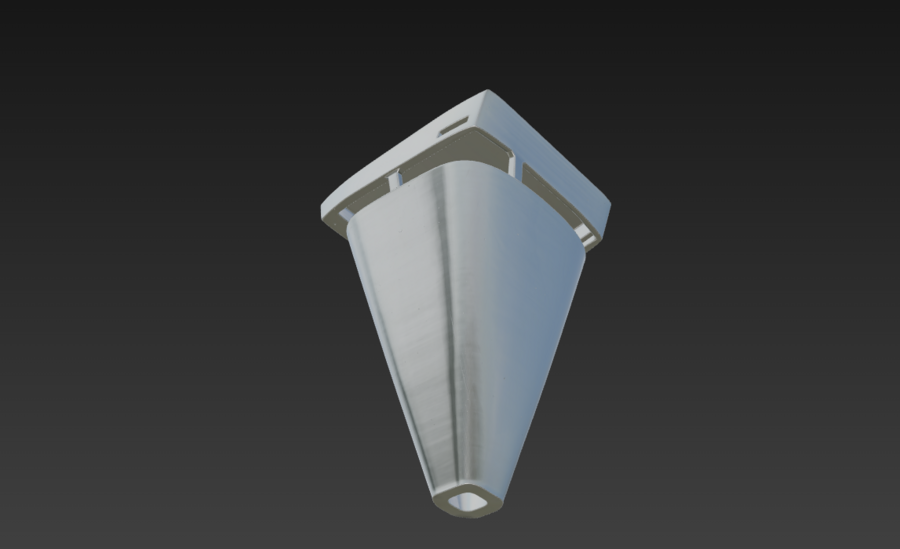
- Проверка в Anycubic Photon Workshop
проверка модели
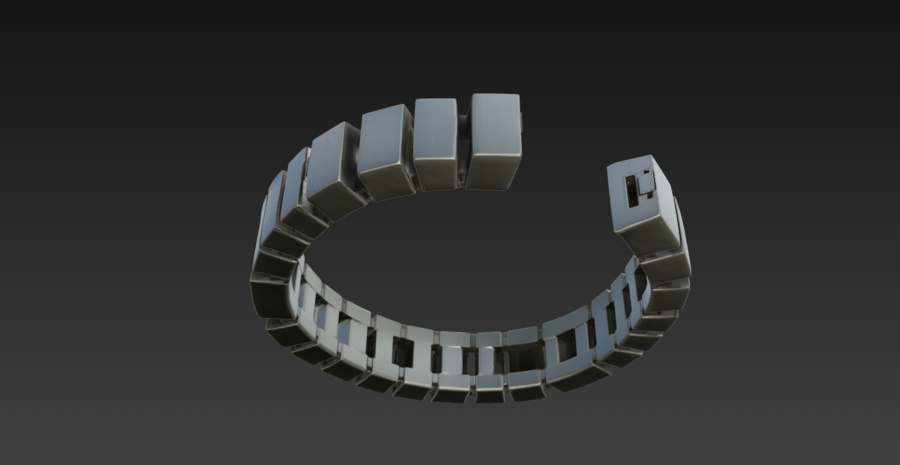
Объект 2. Браслет
эскиз
эскизы
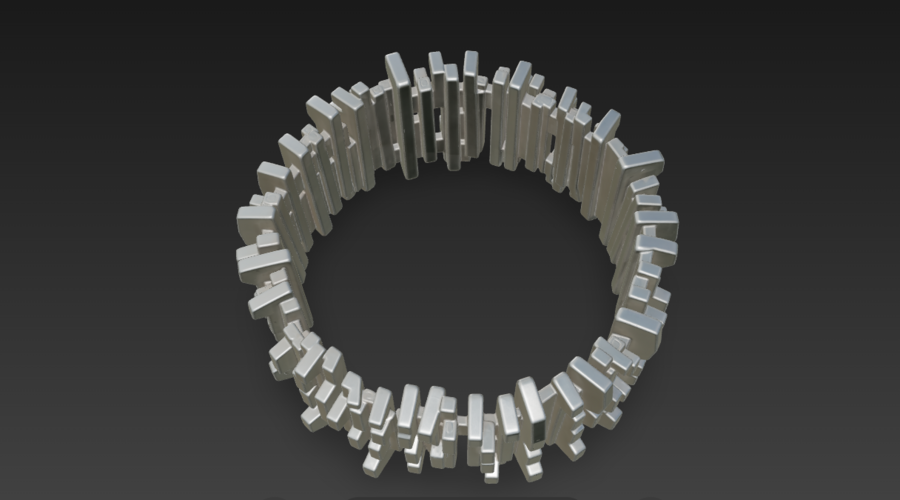
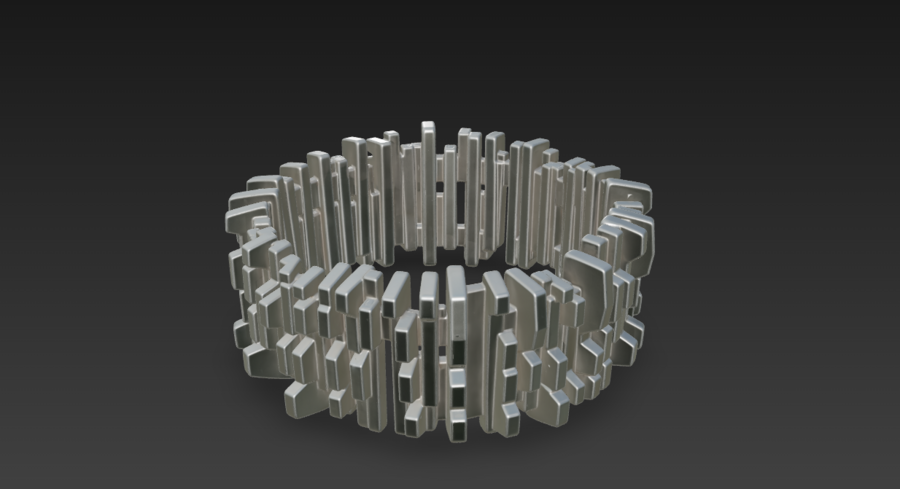

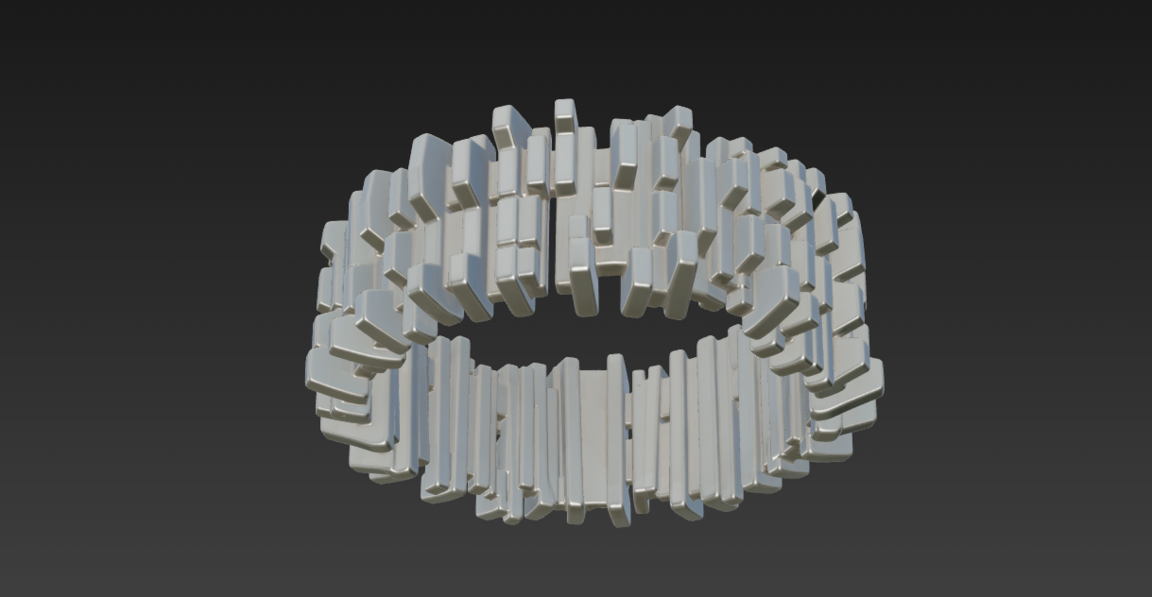
модель
проверка модели
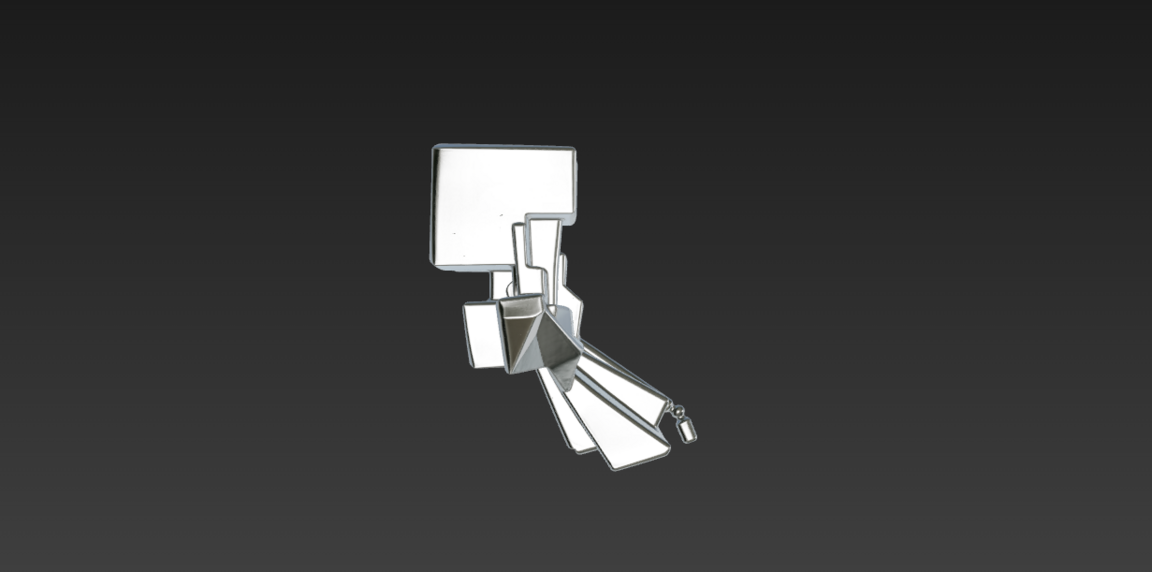
Объект 3. Кольцо
эскиз
эскизы
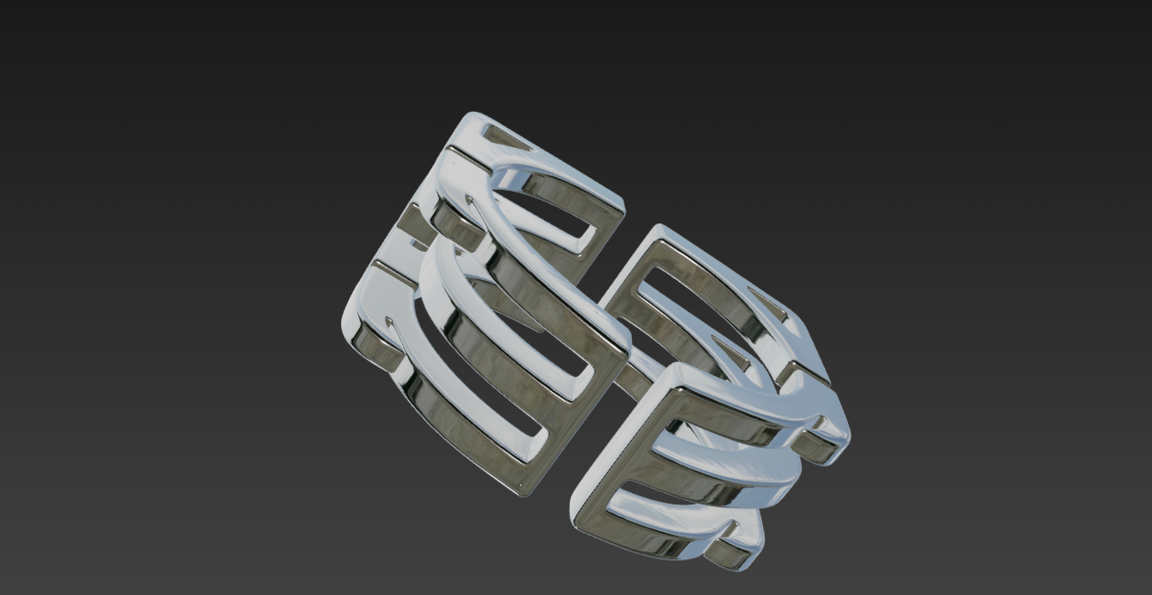
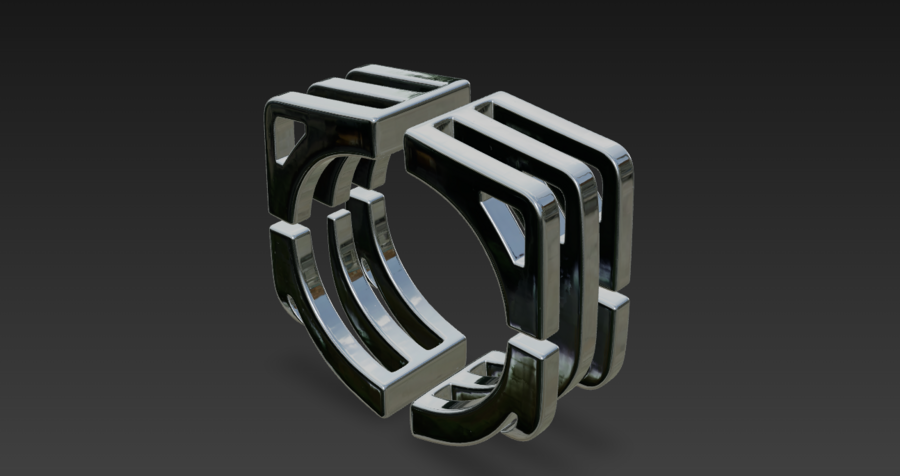

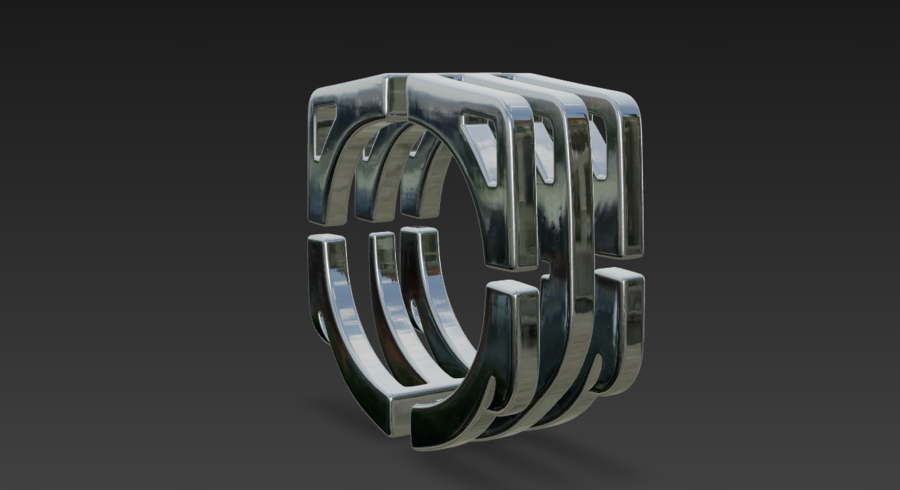
модель
проверка модели
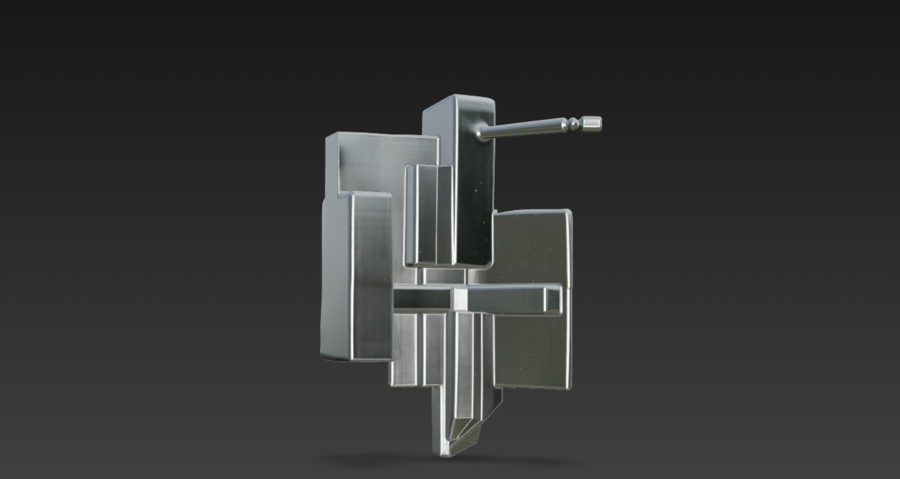
Объект 4. Чокер
эскиз
эскизы
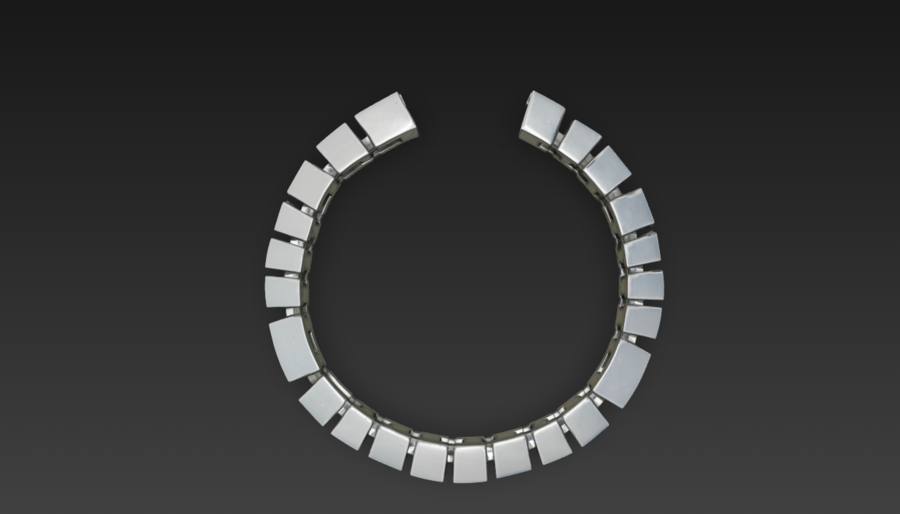

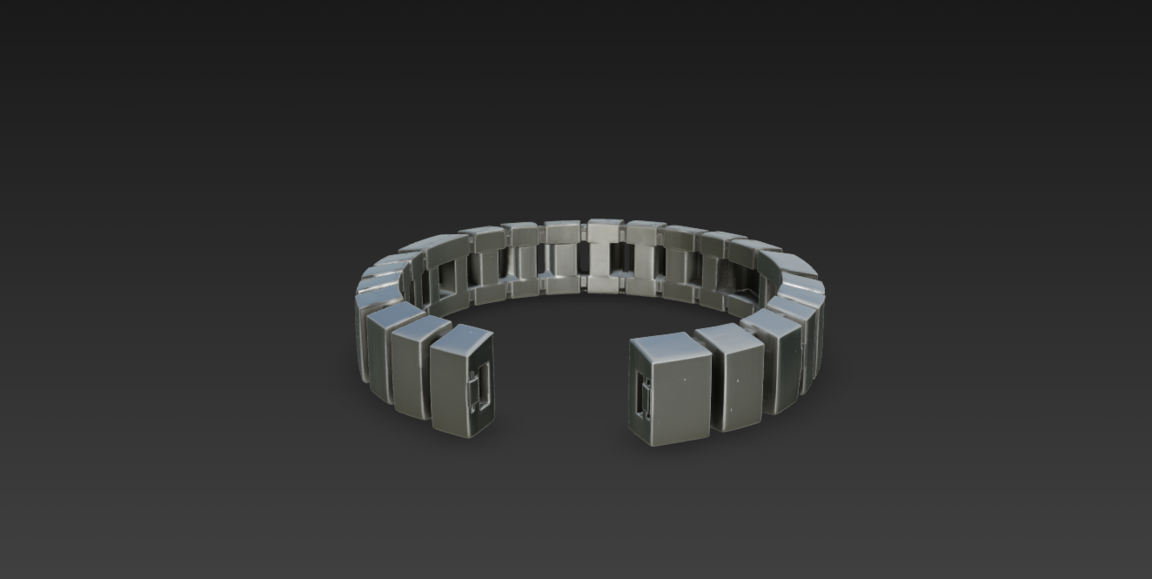
модель
проверка модели
Объект 5. Серьги
эскиз
эскизы

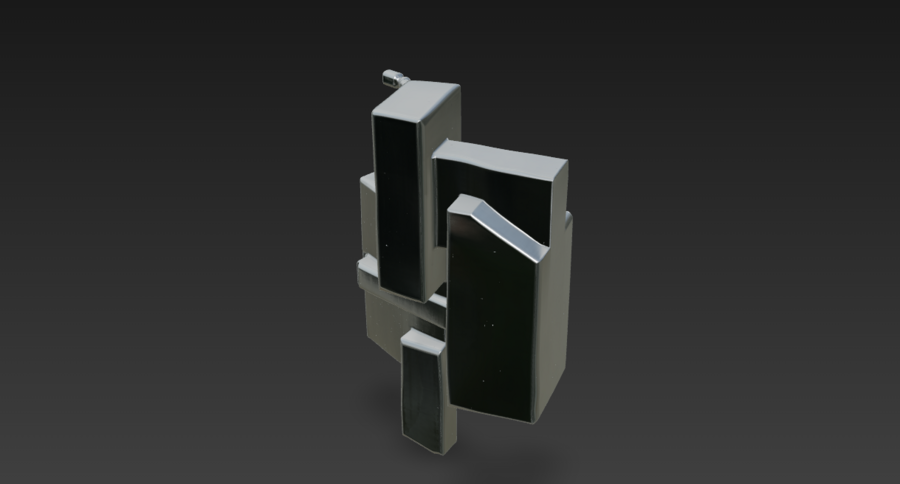
модель
проверка модели
Техническое задание на производство 3D-объекта
Коллекция украшений из серебра (3D-печать + литьё)
1. Общие габариты и размеры (конкретные размеры уточняются в зависимости от типа украшения)
- Толщина основных элементов: 2–2,5 мм - Допустимые локальные утолщения (декоративные): до 3,5 мм - Минимальный зазор между элементами (если есть подвижные или ажурные части): 0,4–0,6 мм - Размеры должны учитывать усадку металла при литье (≈ 1,5–2%).
3. Технология производства Этап 1. Подготовка модели
- Создание цифровой 3D-модели (CAD) с учётом требований литья - Экспорт в формате STL (высокая детализация, без самопересечений)
Этап 2. Печать мастер-модели
- Технология: SLA / DLP - Материал: ювелирная выжигаемая смола (castable resin) - Разрешение печати: по XY: не более 50 мкм по Z: 25–50 мкм
Этап 3. Литьё
- Метод: литьё по выплавляемым моделям - Формовка: гипсовая форма для ювелирного литья - Очистка и удаление литников вручную
4. Материалы
- Основной материал: Серебро 925 пробы - Тестовая / экспериментальная версия: Оксидированная латунь
5. Конструктивные ограничения
- Минимальная толщина стенки: 2–2,5 мм - Минимальный радиус скругления: 0,5–0,8 мм - Отсутствие острых внутренних углов (во избежание напряжений при литье) - Все декоративные элементы должны быть технологически воспроизводимы без ручной доработки формы
6. Постобработка
- Удаление следов литников - Механическая зачистка
Финишная обработка:
- полуматовая поверхность - возможна выборочная полировка отдельных акцентных зон
Для латуни: оксидирование с последующей лёгкой полировкой рельефа
7. Визуально-стилистические требования
- Единый язык форм внутри коллекции - Читаемая геометрия и объём - Акцент на пластике формы, а не на мелком рельефе - Отсутствие сверхтонких декоративных элементов, не пригодных для литья
8. Контроль качества
- Проверка геометрии после литья (отклонение не более ±0,3 мм) - Отсутствие раковин и недоливов - Равномерность поверхности после постобработки
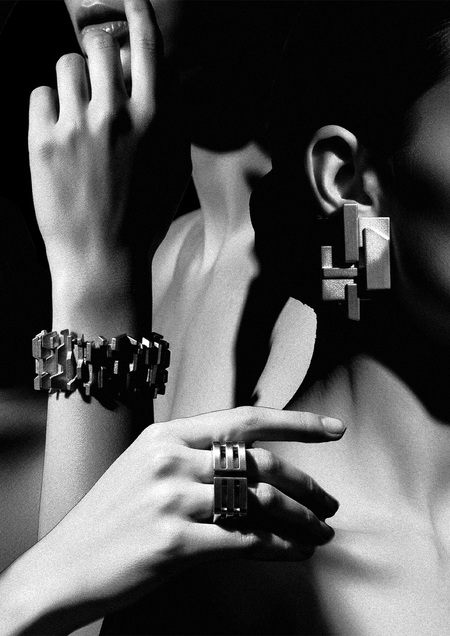
Промо-изображения
промо-изображение всей коллекции
промо-изображение. объект 1
промо-изображение. объект 2
промо-изображение. объект 3
промо-изображение. объект 4
промо-изображение. объект 5
Рекламный постер
рекламный постер



